
PCB Etching Machine
Stencil printer puts solder paste on PCB’s by using a thin metal sheet with holes matching the position of the pads located on the PCB.
All the items you need to create a bare prototype PCB to help prove your design, with additional key parts to help you populate it.
Stencil printer puts solder paste on PCB’s by using a thin metal sheet with holes matching the position of the pads located on the PCB.

Accurately and safely cut your printed circuit boards to size with our range of shears available in different sizes.

Range of products which includes everything you need for creating your PCBs, from processing chemicals to etching machines.
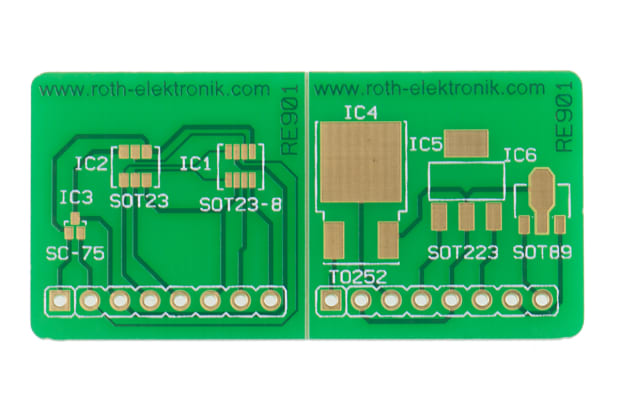
Through hole adapter boards used for prototyping projects before mass programming or assembly, allowing test and modification of design.

HSCo micro drills designed for fine, precision drilling; available in diameters 0.15 to 0.5mm.
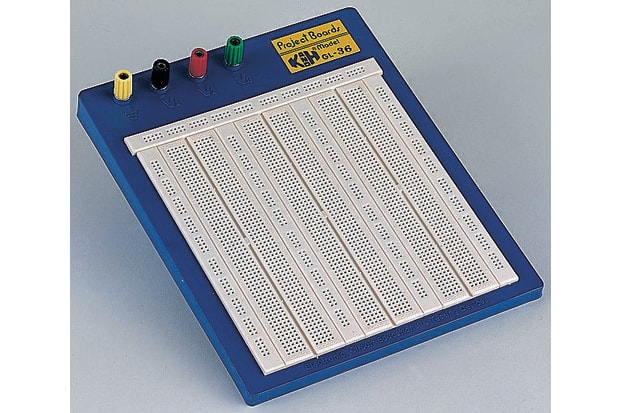
Use to construct a circuit quickly and easily, for testing out an idea or checking how it will react under different parameters.

Range of electronic cleaners and coatings including products for sensitive and anti-static areas, freezer sprays and conformal coatings.

Focus on the detail, with this 8W LED lamp which has 1.75x magnification making it an asset to any design bench.

Holders, frames and racks are available in different shapes, styles and sizes to suit the various sizes of PCBs across different applications.

Hand operated machine will bend or cut components to a prescribed shape or size. Ideal for prototyping or volume production requirements.

From adhesive-backed supports and expansion grommets to self-retaining spacers and mounting blocks, we stock a wide range to meet your needs.

A selection of sheet materials to provide both electrical and thermal insulation in electrical applications, including wiring and PCBs.