Your Production Line
Failing to prepare, is preparing to fail.
Reduce your risk of potential contamination by preparing your environment and processes. The use of industry standard best practice control solutions can be designed into your production process to reduce both chemical and physical contamination.
The below information offers an Ambersil solution on how to approach preparing your environment.
Maintenance Chemical Contamination Control Solution
Discover how you can control your maintenance chemicals better and avoid potential process contamination with Ambersil’s unique Greenlight® ‘Zoned’ chemical control system.
The avoidance of unintended contamination is crucial in most production environments. Emulating and adopting best practice from the Food and Beverage segment can help many manufacturing sectors improve their maintenance processes as part of an effective and efficient maintenance management strategy.
What is ‘Contamination Control’ & HACCP?
The Food & Beverage industry have embraced the Hazard Analysis and Critical Control Point (HACCP) system as an industry standard seven-point system to help manage & control contamination risks – you can find out more about the HACPP principles HERE (Link to HACCP infographic)
What it means for other industry types:
Whilst there is not the same pressure on other market sectors to mitigate these precise contamination types, there are parallels:
- Biological hazards – bacteria growth in metal working fluid
- Physical hazards – foreign bodies disrupting machinery or processes
- Chemical hazards – materials incompatibility, incorrect lubrication
- Allergy hazards – not applicable, but may be seen as dermatitis or similar hazards
Further examples of contamination within the non-food & beverage sectors, and specifically for MRO chemicals may be:
- Silicone contamination: even a small quantity of silicone will prevent bonding (adhesive) and painting
- Grease incompatibility: the base ‘soap’ of greases are not always compatible leading to dramatic lubrication loss.
- Poor metal weld performance: insufficient cleaning of weld area surface leading to fuming and porous welds.
- Over lubrication: whether it is a chain oil, bearing grease, or belt lubricant, using too much can immediately lead to lubricant being transferred down-line or even onto operators.
By implementing a programme that allows for a critical analysis of possible risks (HACCP) combined with a control system to minimise the risk of incorrect product usage, so contamination can be avoided.
Maintenance chemicals, the forgotten hero?
Without the correct maintenance equipment will fail leading to lost production and downtime. Lubricants & degreasers are an intrinsic part of an engineers' toolkit so need to be at the heart of any maintenance HACCP audit to ensure full compliance.
Fortunately there is a an existing contamination prevention system on the market that utilises both the HACCP principals found in the food industry, with a product orientated facility zoning model to control which maintenance chemicals can be used where on-site.

GreenLight® - Launched in 2010 to satisfy the increasing demands for on-site maintenance chemical control, and is still a unique and inexpensive leap forward in contamination risk reduction. It restricts product movement by providing users with an instantly verifiable visual check on the products going into, and being used, in pre-defined facility zones.
This ‘zoning’ concept is already readily understood; For example, sound levels = hearing protection, hygiene zones = hair nets, and so on.
How it works:
Your facility is zoned into high-risk of contamination, medium-risk, and lower-risk – each matched to a colour.
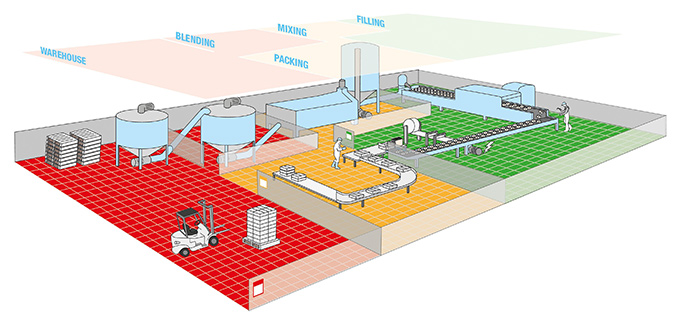
Typically, the most sensitive areas are zoned “Green” informing engineers that only ‘green’ products are authorised for use in that area. The same method applies to “Amber” and “Red” zones, with decreasing controls (decreasing risk of contamination) in each. However, this system can be reversed or colour codes left out, depending upon user preference. In some specific applications, amber or red coded products will be allowed into green zones – and these products are identified on the Green Zone poster, part of the GreenLight® implementation audit and management sign-off.
Finally, an organised and colour coded chemical storage cabinet with a check-in/check-out procedure in place will not only assist in stock monitoring and re-ordering, but also cut down on incorrect product being given out in error for specific tasks.
Related articles
Maintaining hygiene, and ensuring the gloves you choose are fit for purpose are important considerations. Read about best practice from the food industry which is relevant to other sectors.

Protective gloves for the food industry
MAPA professional gloves provide solutions for every application in the food industry